
FD整合板押込み量調整:ステープル束のタテ整合部材の押込み量を調整する
ステープルするとき、用紙束を通紙方向で整合するスタッカーのタテ整合板幅を調整します。
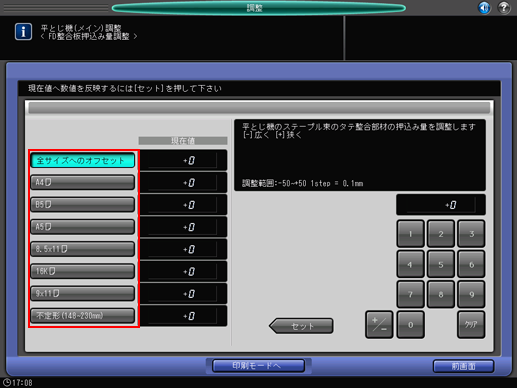
調整対象:全サイズへのオフセット、A4  、B5 、A5 、8.5
、B5 、A5 、8.5  11 、16K 、9 11 、不定形(148 ~ 230 mm)
11 、16K 、9 11 、不定形(148 ~ 230 mm)

[全サイズへのオフセット]で数値を入力すると、すべての用紙サイズに反映されます。個別の用紙サイズに数値を入力すると、個別の用紙サイズの入力値+[全サイズへのオフセット]の入力値が設定量になります。
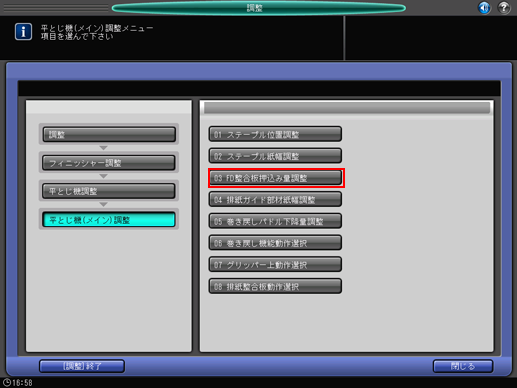
[機械状態]画面の[調整]を押して、[調整メニュー]画面を表示します。
[フィニッシャー調整]、[平とじ機調整]、[平とじ機(メイン)調整]、[FD整合板押込み量調整)]の順に押します。
調整したいサイズボタンを選択します。
[印刷モードへ]を押します。
手順3で選択したサイズの用紙をセットして、そのトレイを選択します。
操作パネルのスタートを押します。
テストパターンが出力されます。
出力された用紙の通紙交差方向のズレ量aを確認します。
aの規格値:2枚 ~ 15枚とじで1.0 mm以下、16枚 ~ 100枚とじで1.5 mm以下
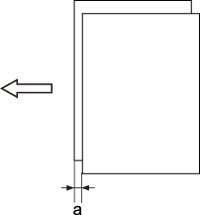
紙束が湾曲していないか確認します。押込み量が大きいと紙束が湾曲します。
[印刷モード終了]を押して、[FD整合板押込み量調整]画面に戻ります。
調整が必要な場合は、画面のテンキーで設定値を入力します。
調整範囲:([広く])-50 ~ +50([狭く])(1ステップ= 0.1 mm)
[+/-]で数値のプラス/マイナスを選択します。
[セット]を押して、現在値を設定値に変更します。
目的の結果が得られるまで、手順4 ~ 手順10を繰返します。
[前画面]を押します。
[平とじ機(メイン)調整メニュー]画面に戻ります。